Construcción de un ala moldeada para Dlg

Para este tutorial, utilizaremos los moldes ya realizados anteriormente del modelo Látigo.
El ala que vamos a realizar,será construida enteramente en tejido de Carbono Textreme 80,.
Este tipo de tejido incrementará un poco el peso del ala pero nos proporcionará una resistencia superior,para su uso en días de viento.
Los moldes, previamente a la utilización han sido debidamente tratados con el desmoldeante apropiado.
Al ser el ala de un D.L.G. una estructura muy liviana, y de un laminado muy ligero, es necesario utilizar un desmoldeante que nos asegure una muy baja fuerza de adherencia al molde, ya que sino el ala puede sufrir deformaciones o daños en el proceso de desmoldeo.
En nuestro caso hemos usado un sistema de desmoldeo de la casa Munch, compuesto por un limpiador (cleaner R-52), un sellador (Sealer 699mc) y finalmente el desmoldeante de baja adherencia (Mikon 705 MC).
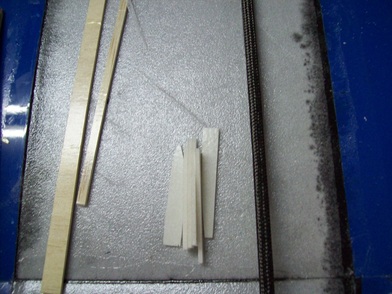
La siguiente operación es el corte tanto de los tejidos, como de los refuerzos y material del sándwich.
En este caso el laminado estará compuesto de una capa exterior de Textreme de 80 gr/dm2, una capa de rohacell 31 de 1m.m. de espesor y una capa interior de fibra de vidrio de 24 g/m2.
Prepararemos también el material para la bisagra, en Kevlar de 60g/m2.
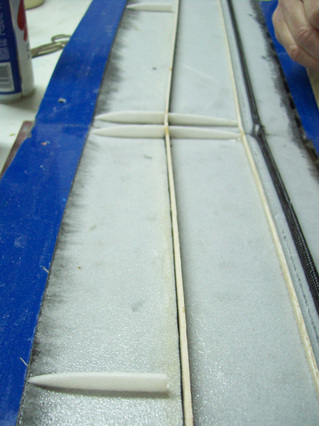
Las planchas de rohacell una vez cortadas con una plantilla serán biseladas en la zona del bore de fuga, para permitir su acomodo en el mismo.
El ala que vamos a realizar,será construida enteramente en tejido de Carbono Textreme 80,.
Este tipo de tejido incrementará un poco el peso del ala pero nos proporcionará una resistencia superior,para su uso en días de viento.
Los moldes, previamente a la utilización han sido debidamente tratados con el desmoldeante apropiado.
Al ser el ala de un D.L.G. una estructura muy liviana, y de un laminado muy ligero, es necesario utilizar un desmoldeante que nos asegure una muy baja fuerza de adherencia al molde, ya que sino el ala puede sufrir deformaciones o daños en el proceso de desmoldeo.
En nuestro caso hemos usado un sistema de desmoldeo de la casa Munch, compuesto por un limpiador (cleaner R-52), un sellador (Sealer 699mc) y finalmente el desmoldeante de baja adherencia (Mikon 705 MC).
La siguiente operación es el corte tanto de los tejidos, como de los refuerzos y material del sándwich.
En este caso el laminado estará compuesto de una capa exterior de Textreme de 80 gr/dm2, una capa de rohacell 31 de 1m.m. de espesor y una capa interior de fibra de vidrio de 24 g/m2.
Prepararemos también el material para la bisagra, en Kevlar de 60g/m2.
Las planchas de rohacell una vez cortadas con una plantilla serán biseladas en la zona del bore de fuga, para permitir su acomodo en el mismo.

|

|
Lacado del molde.
La operación de decoración de las piezas se realiza sobre el propio molde.
Para ello con la ayuda de cinta adhesiva ,enmascararemos las zonas a pintar. La pintura empleada es pintura acrílica de 2 componentes, de la utilizada para pintar coches. Click here to edit.
Esta operación la realizaremos con una presión baja 2kg como máximo y utilizando un reglaje del aerógrafo muy pobre en pintura, de manera que esta llegue al molde, casi seca.
Esta es la única manera de conseguir que la pintura se adhiera al molde, tratado con desmoldeante semi permanente, pues estos no se dejan mojar, generando corros y cráteres, cuando la pintura forma una película humeda. |


Las zonas sin color las daremos una capa de laca incolora del mismo tipo.
|
Moldeo
Para esta operación usaremos una resina buena resina Epoxi de moldeo (R&G Epoxi L), con un endurecedor (Harter L) de pot life superior a 45 minutos, y que habremos calentado previamente a 30º para disminuir su viscosidad.

|
Lo primero que deberemos realizar, es preparar todo el material que necesitaremos para la construcción de nuestras alas.
Deberemos cortar con una plantilla las piezas de los distintos tejidos a emplear. En nuestro caso utilizaremos para cada concha dos piezas de textreme de 80g/m2 y dos de vidrio de 25 gr/m2 |

|
|

|
A continuación impregnaremos con rodillo el tejido de textreme ,y lo laminaremos en el molde.
En esta fase yo recomiendo no escatimar en exceso el aporte de resina, e impregnar el tejido correctamente. Yo prefiero secar posteriormente para eliminar la resina sobrante, pero asegurando siempre un correcto impregnado. |

|
A continuación, tomando buena referencia de la posición de la bisagra, laminaremos la tira de Kevlar de 60 en su posición correcta.

|

|

|
A continuación procederemos a un secado a conciencia de todo el laminado usando un papel absorbente y un rodillo de goma.

|

|
Una vez seco podremos los núcleos de rohacell, sujetándolos en su posición correcta, para ello deben quedar a 5m.m. del borde de fuga.

|

|
El laminado del interior del Sándwich lo realizaremos sobre un plástico de retractilar, sobre una plantilla del ala, secándolo a fondo con la ayuda de papel absorbente.

|

|
|
A continuación, recortaremos los sobrantes de esta capa de fibra de 25 que pudieran impedir el correcto cierre de la bolsa de vacío en las zonas del borde de ataque y salida. 
|
Seguidamente, lo depositaremos sobre el molde encima de la plancha de rohacell, y procurando que todo el conjunto quede en posición correcta con respecto al borde de ataque y salida del molde. 
|
Cierre de la bolsa de vacío
El cierre lo realizaremos con cinta de cierre para vacio, que primero podremos en el contorno del molde.
Encima del plástico usado para el moldeo de la última capa de f.v de 25 colocaremos un aireador, que nos asegure la correcta circulación del aire hasta la bomba de vacío.
Encima del plástico usado para el moldeo de la última capa de f.v de 25 colocaremos un aireador, que nos asegure la correcta circulación del aire hasta la bomba de vacío.

|

|
Click here to edit.
A continuación pondremos una lámina de polietileno o mylar para realizar el saco de vacío, contra el molde, con la masilla de la cinta de vacío. |

Realizaremos el máximo vacio que sea capaz de realizar nuestra bomba que debe de ser superior a -0,8 bares.
|

Si podemos, pondremos el molde en la estufa a 45 grados de temperatura durante al menos 4 horas. sometido a vacio. Transcurridas al menos 12 horas en estas condiciones de temperatura,se podría realizar la apertura del saco.
Si esto no fuera posible tendremos que esperar entre 24 y 48 horas antes de la apertura. |
Laminado de extradós
Lo realizaremos de igual manera que el del intradós, diferenciándose únicamente en que no es necesaria la inclusión de la bisagra.
Click here to edit.
Una vez abiertos los dos moldes procederemos a limpiar los bordes de ataque y salida con la ayuda de un formón bien afilado, procurando evitar el desmoldeo imprevisto del ala.
Cierre del ala
Click here to edit.
La estructura interior está formada por lo siguiente:
Larguero principal Realizado con antelación en balsa de 2 m.m. con la veta perpendicular a la envergadura de un peso medio de 20 gr por cada chapa. Enfibrada al vacio por ambas caras con f.v. de 25 g/m2 Larguero secundario Realizado con el mismo material pero con la veta a lo largo, o también puede hacerse en rohacell de 2 mm. enfibrado de la misma manera. Larguero de cierre del flap. Esta realizado con un núcleo de depron de 6 mm. + camisa de carbono que lo admita en su interior. Lo impregnaremos y secaremos conveniente mente en primer lugar. La primera operación consiste en posicionar sobre el intradós, la posición de la línea de bisagra del flap , de forma que podamos realizar una incisión en el rohacell hasta llegar al Kevlar de la bisagra , para permitir el posterior giro de la misma. Nosotros lo realizamos mediante fresado con posicionadores y plantillas, pero se podría realizar de forma más manual con un cúter y regla.

Click here to edit.
Click here to edit.
|



|


|
A continuación colocaremos en su posición correcta el larguero principal , con la ayuda de una plantilla,ajustado con anterioridad, y lo fijaremos inicialmente con ciano, sobre el molde del intradós.
|
Luego laminaremos una mecha de carbono de alto modulo de 8 k´s a ambos lados del larguero y una mecha adicional en el centro hasta pasado la zona de ubicación del servo.
Haremos lo mismo en el molde contrario. |

|
|
Posteriormente pasaremos a posicionar el larguero secundario con unas gotas de ciano para evitar que se mueva al cerrar, lo mismo haremos con las costillas de refuerzo.

|
A continuación prepararemos resina con micro balones hasta formar una masilla no demasiado espesa, y la introduciremos en una bolsa de auto cierre a la que daremos en uno de sus ángulos un pequeño corte para que pueda salir por el mismo un cordón de unos 2mm de diámetro. Daremos un cordón de cierre en toda la superficie de unión de un molde contra otro y de los largueros sin olvidar los huecos dejados entre las costillas y refuerzos por donde luego taladraremos los agujeros de sujeción del ala. A continuación cerraremos el ala con la ayuda de gatos y posicionadores.

|
Desmoldeo y mecanizado

Tras 24 horas de espera procedemos a la apertura de los moldes, que gracias a nuestro estupendo desmoldeante se realizo sin problemas.
A continuación solo nos queda desbarbar con cuidado las rebabas con la ayuda de un cutter y un taco de lija fina.
A continuación solo nos queda desbarbar con cuidado las rebabas con la ayuda de un cutter y un taco de lija fina.
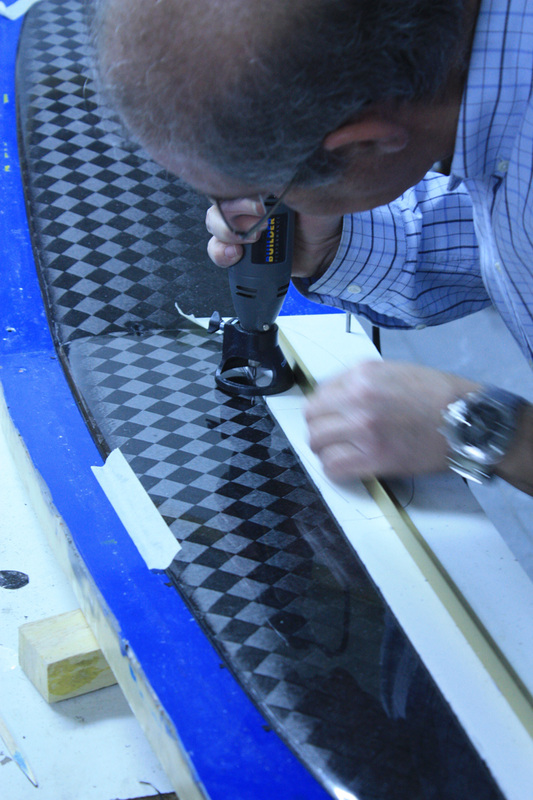
El siguiente trabajo, consiste en el mecanizado de los alerones.
|
Para el corte superior emplearemos en nuestro caso unos pequeños útiles que nos permiten usar los moldes como posicionadores del ala con respecto a unas reglas para poder fresar una ranura de 2 mm. en el extradós. 
|
|
El intradós solo requiere realizar un pequeño rayado con un garfio, apoyando también sobre una regla posicionada sobre el molde.
Tras los cortes de los finales del alerón ya tenemos nuestra ala terminada.
Su peso final es de 150 gramos que aunque es mas de 30 gramos más pesada que un ala de vidrio y disser , compensa por su rigidez esta desventaja en días de viento ,o para el aprendizaje de esta modalidad, con un modelo capaz de soportar los más duros lanzamientos y malos tratos sin problemas.
Por Miguel y Jorge Medina.
Fotos: Cesar Bygodt y Jorge Medina
Tras los cortes de los finales del alerón ya tenemos nuestra ala terminada.
Su peso final es de 150 gramos que aunque es mas de 30 gramos más pesada que un ala de vidrio y disser , compensa por su rigidez esta desventaja en días de viento ,o para el aprendizaje de esta modalidad, con un modelo capaz de soportar los más duros lanzamientos y malos tratos sin problemas.
Por Miguel y Jorge Medina.
Fotos: Cesar Bygodt y Jorge Medina
